Материал Инконель 718, метод формирования головки двенадцатигранных болтов с потайной головкой (一)
Инконель 718 представляет собой дисперсионно-упрочненный суперсплав на основе никеля Ни-Кр-Фе-Нб. Упрочняющими фазами являются объемноцентрированная квадратная γ''-фаза и гранецентрированная кубическая γ'-фаза. Внутреннее обозначение — GH4169. По сравнению с другими жаропрочными сплавами Инконель 718 обладает хорошей термической стабильностью и коррозионной стойкостью, а также превосходной усталостной прочностью и долговечностью при ползучести при температурах ниже 650°С. Поэтому он широко применяется в различных частях горячего конца авиационных двигателей [ 1-3]. Болт с двенадцатигранной потайной головкой Инконель 718 является типичным продуктом высокотемпературных и высокопрочных крепежных изделий для аэрокосмической промышленности. Головка обычно формируется горячей высадкой, и деформация головки во время обработки относительно велика. Из-за сложного фазового состава сплава и различной структуры материала Инконель 718, пластичность процесса низкая, а сопротивление деформации во время горячей обработки относительно велико, поэтому сложность горячей штамповки увеличивается. Сложная форма головки, особенно для болтов с потайной головкой с двенадцатигранной головкой и конусами с потайной головкой, еще больше усугубляет неоднородность температурного поля во время термической обработки, что делает характеристики распределения напряжений более сложными, чем у обычных болтов с двенадцатигранной потайной головкой. Производительность обработки ухудшается, и трудно гарантировать размер, металлографические и эксплуатационные требования деталей. В этой статье, посвященной свойствам материала и структурным характеристикам болтов с двенадцатигранной потайной головкой Инконель 718,
2 особенности продукта
2.1 Структура продукта и эксплуатационные характеристики
В рамках глобального тендера международной компании гражданской авиации был получен заказ на определенный тип болта с двенадцатигранной потайной головкой. Структура детали показана на рисунке 1, а требования к производительности показаны в таблице 1. Головка детали состоит из двенадцатигранной головки и потайной поверхности. Двенадцатигранная головка обеспечивает равномерное усилие при выкручивании и предотвращает соскальзывание ключа. Угол потайной поверхности детали составляет 60°~64°, диаметр внешней окружности 14,09+0-0,24 мм. Из-за сложной формы головки болта и высоких требований к точности обработки двенадцатиугольной головке и потайной головке трудно соответствовать требованиям к точности размеров детали, когда головка обрабатывается методом горячей высадки.

2.2 Свойства материала и трудности формовки
Суперсплав Инконель 718 имеет сложный фазовый состав сплава и разнообразную структуру, что снижает пластичность процесса при горячей обработке и делает материал очень чувствительным к изменению параметров процесса горячей обработки. Более высокая температура деформации позволяет получить однородные и мелкие рекристаллизованные частицы, но если температура деформации слишком высока, время охлаждения после деформации будет продлено, а время пребывания при высокой температуре также приведет к аномальному росту зерен, что повлияет на механику деформации. исполнение части. Кроме того, для болтов с двенадцатигранной потайной головкой Инконель 718 и сложной формы головки во время горячей обработки наблюдается очевидный температурный градиент. Когда температура деформации слишком низкая, это приведет к риску недостаточного заполнения головки.
3 Анализ технологии обработки
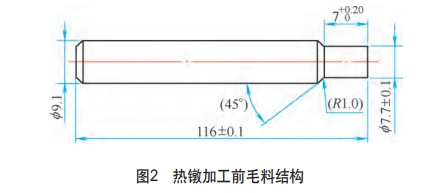
Чтобы гарантировать, что готовое изделие соответствует требованиям чертежа, головку болта можно формовать только однократной высадкой, а соотношение высадки и ковки должно быть максимально уменьшено, чтобы облегчить формование. В зависимости от размера внешнего круга потайной торцевой части для обработки выбирается стержень диаметром 9,1 мм. Поскольку расстояние по сторонам двенадцатиугольной головки составляет 7,95 мм, невозможно напрямую использовать шерсть диаметром 9,1 мм для высадки, поэтому диаметр материала детали, образующей двенадцатиугольную головку, необходимо изменить до 7,7 мм. Структура шерсти перед горячей высадкой представлена на рисунке 2.
Посредством приведенного выше анализа процесса формулируется основной технологический маршрут болта: заготовка → шлифование → токарная обработка → горячая высадка → раствор → точение торца и полированного стержня → шлифование полированного стержня, накатка диаметра резьбы → маркировка → холодная прокатка галтели → накатка резьбы. →старение →Обнаружение флюоресцентных магнитных частиц→Производительность и обнаружение металлографической структуры→Упаковка.
3.2 Процесс горячей высадки
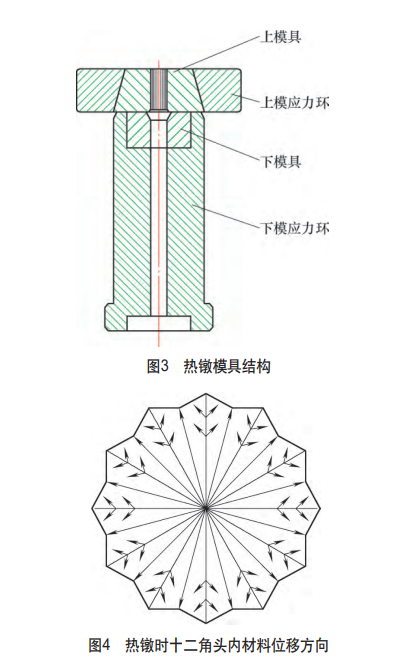
(1) Матрица для горячей высадки. В соответствии со структурой болта и размерными характеристиками используется матрица для горячей высадки с комбинацией верхней и нижней матриц, конструкция показана на рисунке 3. Среди них верхняя форма представляет собой 12-точечную форму. форма, нижняя форма представляет собой наклонную платформу, а торцевая поверхность является поверхностью раздела верхней и нижней формы.
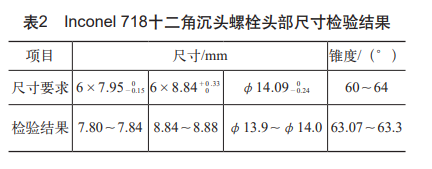
При использовании этой формы для осадки часто случается, что заполнение двенадцати углов головки не является полным, и детали не могут соответствовать требованиям чертежа. Согласно теореме о минимальном сопротивлении, когда металлический материал пластически деформируется, внутренняя частица движется в направлении минимального сопротивления, то есть частица движется к кратчайшему нормали к деформируемой окружающей области, как показано на рисунке 4. Для двенадцатиугольного типа головки, поскольку нормальная длина в направлении вогнутого угла короче, чем у выпуклого угла, сопротивление точки массы смещению вогнутого угла меньше, что приводит к меньшему смещению металлического материала в направлении выпуклого угла, и выпуклый угол термически огорчен. Наполнение не полное. Изменяя скорость деформации материала, сопротивление материала смещению лепестка можно уменьшить, но когда скорость деформации материала слишком высока, сила удара во время деформации слишком велика, что, очевидно, увеличит Скорость износа формы и сокращение срока службы формы. В то же время чрезмерная скорость деформации приведет к неравномерной деформации материала, что приведет к появлению локальных трещин в детали, поэтому необходимо разумно регулировать скорость деформации материала.
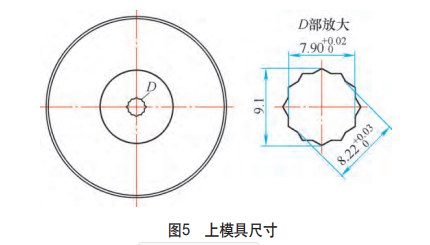
По вышеуказанным причинам вогнутое угловое расстояние верхней матрицы регулируется до φ8,22 + 0,03 -0 мм (см. рисунок 5), изменяется напряжение во время горячей высадки и увеличивается процесс предварительной деформации, чтобы уменьшить скорость деформации. В ходе нескольких испытаний на осадку на месте было измерено диагональное расстояние двенадцатиугольной головки детали, результаты испытаний показаны в Таблице 2.
Результаты показывают, что эффект горячей высадки улучшается за счет регулировки зазора матрицы, что решает проблему неполной формы двенадцатиугольной головки и может обеспечить требования к размеру головки детали.